2020.10.22
アルミ合金を切削するときのポイントは? ~ 基礎編 ~
【アルミ合金の特性】
アルミ合金は一般的には軟質で被削性は良いとされています。
が、材料溶融点が低いかつ、延性の大きい性質のため
仕上げ面や工具に溶着しやすく、バリが発生しやすいという欠点もあります。
【工具選定のポイント】
すくい角度がポジティブのシャープな切れ刃と、切りくず排出空間が広い工具がてきしています。
すくい角がネガティブ(負角)刃形の工具を使用すると、切れ刃に溶着が発生し、加工困難となります。
また、構成刃先により表面粗さの劣化や、加工精度が悪くなる原因となる恐れがあります。
つまり!
すくい面の粗さ精度が高い、切りくずがスムーズに通過するように設計された刃物を選んでください♪
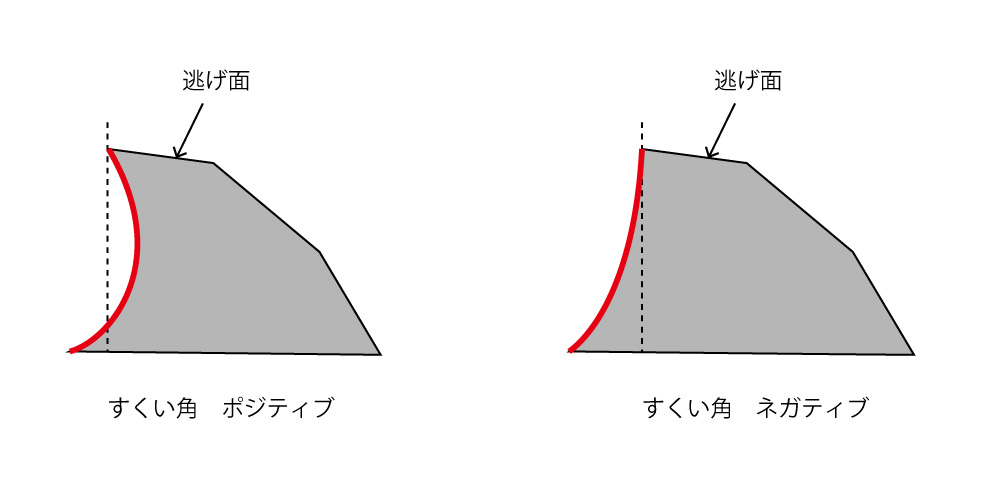
| シャープな切れ刃形状により、切削抵抗が 少なく、低速条件においても、良好な加工面粗さが得られます。 むしれや溶着がおこりやすい軟質材には、ポジティブ形状の工具が適します。 |
低速条件では切削抵抗が高く加工面粗さが 低下しますが、高速条件加工では良好な加工面粗さを得られます。 チッピングが発生しやすい高硬度鋼等には、刃先強度が高いネガティブ形状の工具が適します。 |
|
| 適する被削材:アルミ・樹脂・銅・ステンレス等 | 適する被削材:高硬度材・鋳鉄等 |
【加工方法のポイント】
アルミは溶融点が低いため、切削温度はできるだけ抑えて加工を行う必要があります。
そのためクーラント(ロング・ライフ・クーラント)を用います。
クーラントの種類によってはアルミ合金と化学反応を起こし、表面を変質させる場合もあるので注意が必要です。
またクーラントは刃物と切削する材料との摩擦の軽減にも大きな役割を果たしています。
クーラントの濃度が薄いなど、滑りが悪いことにより加工面の仕上がりが大幅に悪くなることもあるので
クーラントの管理は重要です。
いかがでしたか?
アルミ加工の基礎編でした\(^o^)/





